
Identificación normalizada AWS: GTAW
Gas Tungsten Arc Welding, que en castellano significa soldadura por arco de tungsteno con gas
Nombre coloquial: TIG (Tungsten Inert Gas), que en castellano significa Tungsteno Inerte Gas.
La soldadura TIG, es un proceso de soldadura por arco eléctrico que utiliza un electrodo no consumible de tungsteno, protegido por una atmósfera de gas inerte (generalmente argón), cuya característica distintiva es que permite soldar con o sin material de aporte.
Esto da lugar a llevar a cabo costuras de raíz, o bien en situaciones donde se pretende mantener las propiedades químicas originales del metal base, generando una fusión localizada entre ambas piezas a unir, sin añadir material de aporte, que pese a ser compatible, puede no tener exactamente las mismas propiedades que los metales base mencionados.
Esto es posible debido a las características del electrodo. Como ya dijimos, está constituido por tungsteno. Si bien existen algunos electrodos que poseen otros elementos como torio, lantano, cerio, entre otros, este porcentaje no supera el 2% de la composición. Esta información está disponible en el módulo de “Clasificación de electrodos GTAW”.
El tungsteno particularmente, también conocido como Wolframio, es un metal refractario y tiene un punto de fusión que prácticamente triplica el valor del acero al carbono, siendo este de 3683°C.
Esto hace posible que el electrodo cumpla la función de generar el arco eléctrico capaz de fundir al metal base que tiene un punto de fusión inferior, sin consumirse, siempre y cuando exista una atmósfera de gas inerte de protección.
A diferencia del proceso de soldadura semiautomático con electrodo de alambre (MIG-MAG), aquí no puede variarse el tipo de gas, ya que si utilizamos un gas activo, el tungsteno aumentará su temperatura y tenderá a deformarse. Si deformamos el elemento generador del arco eléctrico, deformamos el cordón de soldadura y será imposible soldar.
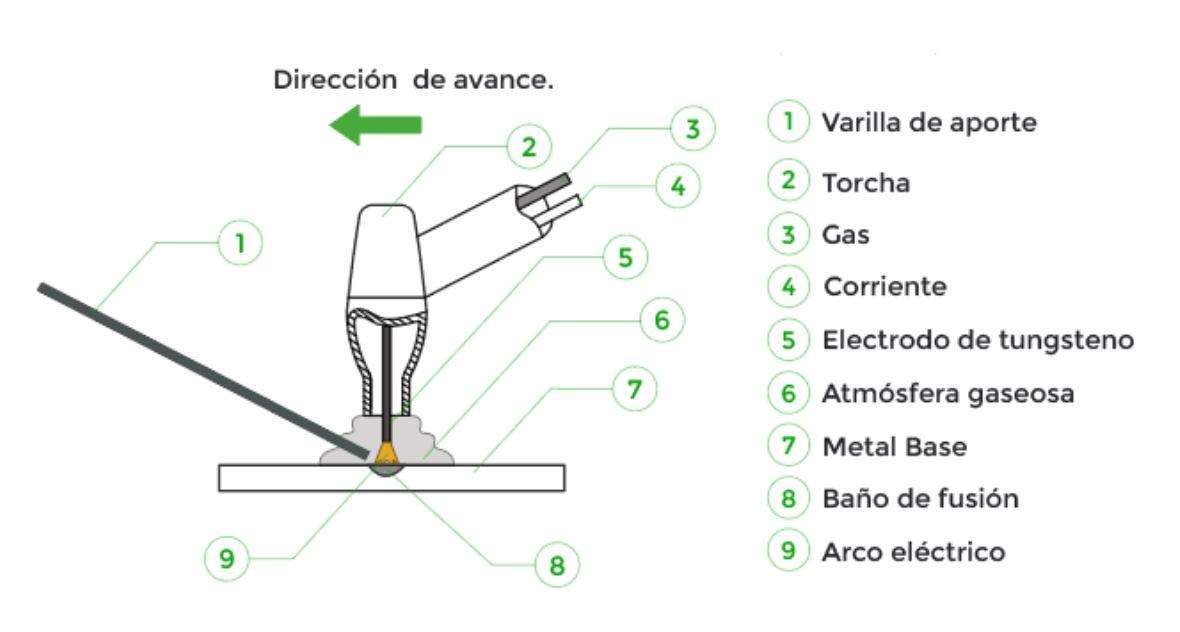
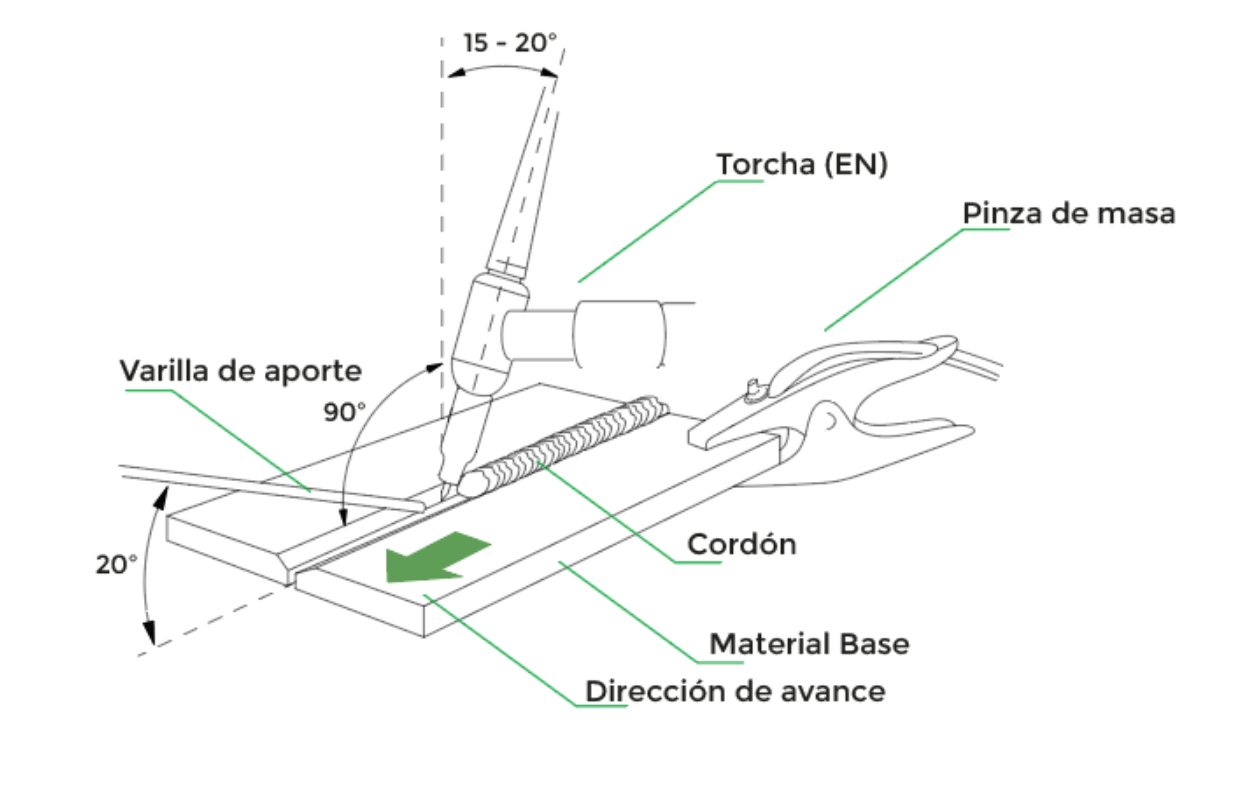
El desplazamiento ya sea con o sin material de aporte, será siempre en avance. En caso de estar soldando con aporte, la torcha estará en la mano hábil y la varilla en la mano restante, y la torcha se desplazará siempre hacia la varilla de aporte. Esto permitirá que el soldador vea lo que ocurre en la punta del electrodo y asegurar un suministro de gas adecuado en la zona que deseamos proteger.
TIPOS DE GASES
- Ar (argón):Es el más utilizado en este proceso, el más económico de todos. Bajo potencial de ionización (15,7 V) lo cual facilita el encendido del arco. Es 1,4 veces más pesado que el aire, desplaza el aire en el arco, lo que permite mejor protección de la pileta líquida.
- He (helio):Tiene mayor potencial de ionización (24,5 V) , por lo que es más difícil el encendido del arco y mayor voltaje de trabajo: ideal para grandes espesores. A diferencia del Argón, es más liviano que el aire y más costoso ya que no es derivado del aire, sino del petróleo. Mayor calor aportado, muy bueno para soldadura de cobre, aluminio y otros metales de alta conductividad
La protección del tungsteno es fundamental
- Utilizando siempre polaridad directa (electrodo negativo): Esto hace que los electrones circulen desde el electrodo hacia la pieza, evitando que el impacto de los mismos erosione la punta del electrodo. Como ya hemos abordado en el módulo de selección de polaridad, en el polo positivo se concentra el 70% del calor, y en el negativo el 30% restante.
- Evitando el contacto entre el tungsteno y el metal base: parte de la complejidad de este proceso, está asociada a este aspecto. El soldador debe desarrollar la habilidad para evitar el contacto entre la pieza y el tungsteno durante el proceso de sodladura.
- Asegurar una atmósfera gaseosa de protección: La ausencia de gas, generará un daño inmediato del tungsteno. Esto suele ocurrir con frecuencia en aquellos soldadores que cuentan con torcha con robinete, cuando inician el arco sin haber habilitado el flujo de gas previamente. Las funciones claves en este aspecto son:
PRE-GAS: Se trata de un flujo de gas previo al inicio del arco eléctrico, que asegura una atmósfera de protección y limpieza al momento de iniciar el cordón de soldadura. Esta función puede estar predefinida en algunos equipos, o bien puede ser configurada por el soldador, definida en segundos.
POST-GAS: Se trata de un flujo de gas que se suministra al finalizar el cordón. El beneficio que esto conlleva es que no se interrumpe bruscamente la protección gaseosa, sino que esta permanece, asegurando la protección y limpieza, tanto del cordón como del electrodo. Esta función es de suma importancia en el proceso TIG, ya que evita el contacto del tungsteno caliente con el oxígeno, lo cual generaría oxidación y posibles deformaciones del mismo. Esta función puede estar predefinida en algunos equipos, o bien puede ser configurada por el soldador, definida en segundos.
- Asegurar la limpieza de la pieza y la preparación de juntas: El proceso TIG es el más sensible al trabajo en superficies no acondicionadas (con óxido, recubrimientos y fundamentalmente grasitud). Este aspecto se enfatiza en la soldadura de aluminio, en la cual la limpieza es un factor tan determinante como la configuración de los parámetros del equipo.
- Preparación del tungsteno: Cómo desarrollaremos en sección afilado del electrodo en TIG, mantener sana la punta del electrodo, asegurará un buen direccionamiento del arco eléctrico y permitirá lograr mayor o menor penetración de acuerdo al trabajo que se esté realizando.
El biselado es una técnica de diseño de la junta soldada que consiste en desbastar el borde de los metales base a unir, con el fin de acceder de manera eficiente a la raíz del cordón de soldadura, para asegurar la fusión completa sobre todo en espesores gruesos. Las partes que componen a un bisel […]
Existen diversos aspectos a tener en cuenta a la hora de elegir la torcha MIG indicada para tus trabajos, entre los mas importantes podemos encontrar: el factor de servicio, las potencias de soldaduras admitidas, la durabilidad de los consumibles, la ergonomía y la calidad total de la torcha. Teniendo esto en mente, a continuación te […]
Realizar buenas soldaduras requiere de un proceso eficiente compuesto por diversos elementos claves, entre los cuales se encuentra la torcha. La soldadura MIG no es la excepción y para esta torcha la sirga juega un papel crucial, afectando a la calidad de la soldadura. La sirga o “linner” es el tubo flexible que transporta el […]
Buenas tardes. Podría con la soldadora City 160 soldar un caño de aluminio usando electrodos de este material? O si no, ¿hay alguna técnica con esta máquina? o directamente no es posible. No es para uso profesional sino, hobby. Muchas gracias.
Buenas noches saludos desde Venezuela, me gustaría saber cuales son los parámetros correctos, para poder calibrar la maquina y soldar aluminio.